通机飞轮加工CNC车床上下料机器人自动生产线,拿铁智能,通机飞轮加工工艺介绍:粗车、精车、钻孔攻牙、拉键槽等。通机飞轮加工CNC机床自动上下料采用1套负载20kg的六轴关节机器人,毛坯上料和成品出料均采用流道式料道。机器人取代了一部分人工,降低了现场操作人员的劳动强度。通机飞轮加工的品质和产量均得到了保障。机器人产线为企业节省了人工成本,提升了企业的市场竞争力。


通机飞轮加工CNC车床上下料机器人自动生产线介绍
加工产品为通机飞轮,重量为2-8kg;
1号产线:工序1(车加工92秒) → 工序2(车加工82秒) →工序3(钻孔攻牙157秒)
2号产线:工序1(粗车18秒,1台车床) → 工序2(精车39秒,两台车床)
分别采用1台六轴关节机器人(负载20公斤,活动半径1.7米)对现有的机床进行自动上下料,代替工人完成工件的自动上料、装夹、下料。来料采用链板输送线料仓,下料采用无动力滑道。
通机飞轮加工CNC车床上下料机器人设备布局说明

1号产线布局说明:
采用1台六轴关节机器人对现有的2台车床,1台攻钻机床进行自动上下料,代替工人完成工件的自动上料、装夹、下料。来料采用链板输送线料仓,下料采用无动力滑道。(原先产线的拉键槽工艺放在攻钻之后进行)
作业区外围安装安全围栏与安全门,以保障机器人作业期间的安全性。

2号产线布局说明:
采用1台六轴关节机器人对现有的3台车床进行自动上下料,代替工人完成工件的自动上料、装夹、下料。来料采用链板输送线料仓,下料采用无动力滑道。作业区外围安装安全围栏与安全门,以保障机器人作业期间的安全性。
通机飞轮加工CNC车床上下料机器人抓手设计说明

机器人控制系统介绍
采用高端机器人专用伺服控制系统,伺服电机驱动,令机械手运行更加快速、平稳,确保高效高精度上下料与 装夹。控制系统带以太网接口,可方便连接生产管理系统,实现远程在线生产监控与远程维护。
本控制系统与PLC比较,通讯速度更快,精度更高,系统更加稳定。示意图如下:

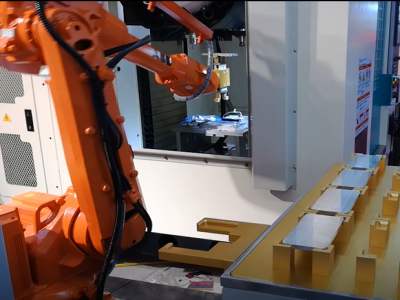
通机飞轮加工CNC车床上下料机器人实例图片




更多通机飞轮加工CNC车床上下料机器人自动化产线的详细内容、技术资料请咨询拿铁智能技术支持黄生15815584498